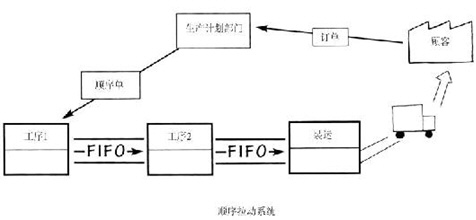
(3)庫存超市與順序拉動混合系統(tǒng)
庫存超市與順序拉動系統(tǒng)可以混合使用。這種混合型系統(tǒng)通常適用于一個公司,它小部分型號,大約20%,的產(chǎn)量占到公司每天總產(chǎn)量的80%。根據(jù)把各種型號的產(chǎn)量分為(A)高,(B)中,(C)低,和(D)不經(jīng)常的訂單四種類型。D型所代表的是特殊訂單或者維修用零件。要生產(chǎn)這類低產(chǎn)量的產(chǎn)品,就必須制造出一種特殊的D型看板,代表一定的數(shù)量。這樣的話,調(diào)度部門就可以按照順序拉動系統(tǒng)來安排D型產(chǎn)品的生產(chǎn)順序。
這種混合系統(tǒng)有選擇的使用庫存超市和順序拉動,使得即便是在需求復雜多變的環(huán)境下,公司也可以使這兩種系統(tǒng)共同運轉(zhuǎn),對于混合系統(tǒng)來說,平衡任務和發(fā)現(xiàn)異常情況往往會比較困難,管理和改善活動也會比較困難。因此,需要有力的管理來保證混合系統(tǒng)有效的運轉(zhuǎn)。
四、連續(xù)拉動(SerialPull)和廣播式拉動(BroadcastPull)的區(qū)別?
(1)連續(xù)拉動:是傳統(tǒng)看板,豐田生產(chǎn)系統(tǒng),零件超市系統(tǒng),補充系統(tǒng),訂單點系統(tǒng),JIT(準時化).這些方法主要是消除各種浪費.
最簡單的連續(xù)拉動意思是直到下游客戶需要時,上游的每一步才生產(chǎn)產(chǎn)品或服務."簡單的說是:取代你使用的,JIT(拉動)的魔法是限制了在制品"WIPCap"
連續(xù)拉動的主要效益是保證可接收短缺風險的水平;最大化客戶服務;實施簡單;減少經(jīng)營成本;在庫存設置上限;最小化擁堵和減少平均庫存;減少時間延遲.但是(連續(xù))拉動不是在每個地方都有效,連續(xù)拉動擅長于:大批量物料;相對穩(wěn)定的需求.當這些條件不適應的時候,限制WIP就失去了控制
(2)廣播式拉動:廣播式拉動/需求-驅(qū)動拉動APS和DBR主要是消除時間的延遲.最簡單的廣播拉動意思是直到下游客戶最終需要時,上游才生產(chǎn)產(chǎn)品或服務.簡單的說取代你知道你將要使用,支持零延遲:一個系統(tǒng)的所有部分能盡快響應當他們一旦知道變化事件的戰(zhàn)略。工業(yè)專家Stalk和Hout,在基于時間的競爭的書論述:"系統(tǒng)混亂的最糟糕的是時間:在需求的改變和工廠最終響應著個需求之間的長時間的延遲."(1990).著名媒體Forrester,IndustrialDynamics論述"系統(tǒng)的時間減少50%延遲,就會減少80%庫存的起伏不定."(1961).
廣播式拉動的好處是所有活動源于客戶交貨日期;最小化堵塞和庫存;集中每一個獨立的客戶;最大化客戶服務;計劃最小化中斷生產(chǎn)流;最小化流動時間.
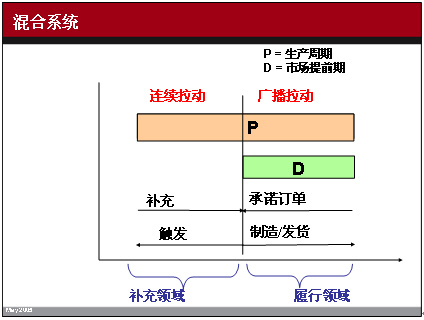
(3)結(jié)合連續(xù)拉動和廣播式拉動:完美的解決方案是混合系統(tǒng),精益制造的敵人是浪費和時間延遲,要實現(xiàn)真正的"精益",我們需要積極的消滅這兩個!
我們知道連續(xù)拉動適合于大批量物料;物料具有相對穩(wěn)定的需求.廣播拉動適合于小批量物料;配置物料;大批量物料;物料具有相對穩(wěn)定的需求.然而,廣播式拉動需要及時和準確數(shù)據(jù),廣播式拉動總是花更多的時間實施,比連續(xù)拉動需要更多的資源.連續(xù)拉動適合在補充領(lǐng)域,在制品WIP可以得到有效的限制,并具有簡單的計劃和執(zhí)行。而通過廣播式拉動在履行合同領(lǐng)域計劃來實現(xiàn)JIT準時化,用APS概念或DBR概念來準確地時間滿足客戶需求。
混合拉動的好處可以針對客戶交期拉動并且限制零件庫存的上限,最小化堵塞和庫存,減少時間延遲。可以集中在每一個單獨的客戶和保證可接收的零件短缺風險水平.最大化客戶服務。用最小化不間斷來計劃生產(chǎn)流,最小化流動時間,減少經(jīng)營成本。
總之"精益"不僅是一種"拉"的形式,為了最大化你的效益,精益的混合方法是需要的,"連續(xù)拉動"是對面向庫存生產(chǎn),大批量物料;"廣播拉動"是對MTO面向訂單生產(chǎn)/ATO面向訂單裝配.實際上,在你的生產(chǎn)管理系統(tǒng)中需要支持這兩種方式,精益實施必須有完整的計劃,這樣,你就可以對所有的制造零件平穩(wěn)的進化到精益流程.這種結(jié)合是最佳的精益世界!
五、推和拉的本質(zhì)區(qū)別
推式和拉式的主要不同點是一個是用實時事件驅(qū)動信號來控制價值流;一個是用非實時的計劃運行來控制價值流。
MRP的每一次計劃運行后,將計劃一個訂單的下達日期和一個收貨日期的訂單包括(生產(chǎn),采購,分銷)。來幫助計劃員根據(jù)改變的優(yōu)先級,供應商的交貨延遲,超出的損耗,機器故障等來重排訂單。但是,MRP系統(tǒng)反應較慢的,定期的。
如果,企業(yè)是車間任務型的生產(chǎn),MRP系統(tǒng)很難適應按單生產(chǎn)的柔性變化,只有使用可視化的APS系統(tǒng)基于事件驅(qū)動的優(yōu)化模擬排程技術(shù)來控制,模擬價值流。快速承諾客戶和監(jiān)控履約。
如果,實施了精益的單元生產(chǎn),MRP在一個流得系統(tǒng)受到限制。流動系統(tǒng)的用看板和線平衡較為合適。然而,MRP在計劃上,尤其是應對長提前期的物料和響應式策略。
但是,在多個單元生產(chǎn)線的選擇和多層的子單元之間排程需要通過能力的優(yōu)化和瓶頸的約束技術(shù),結(jié)合APS和DBR就比較合適了。
在傳統(tǒng)的環(huán)境下,一個車間任務的布局是相似的機器成為一組,所有庫存點都分布在不同的工作中心,通過MRP計劃產(chǎn)生相應的生產(chǎn)訂單。這些生產(chǎn)訂單穿過重重工作中心和成批排隊。調(diào)度員將用最有效的方法,如最小化換裝時間決定每一個工作中心能用的生產(chǎn)能力。.
在推式制度中,供應者和顧客之間并未對供給數(shù)量和時間制定明確協(xié)議。供給者以自己的速度,根據(jù)自己的工作日程來完成工作。雙方?jīng)]有明確規(guī)定專門的放置地點。即無明確的、協(xié)議,沒有制定的項目又無法了解控制什么或由誰控制。
推式生產(chǎn)常源于按計劃表生產(chǎn),而計劃表只是預計下道工序需要什么。不幸的是,生產(chǎn)過程中有各種不同的變化,而且生產(chǎn)很少能與計劃精密地吻合。因此,當每道工序?qū)W⒂谧约旱挠媱澅頃r,它們就像一個個"孤島",與下游工序分割開來。每道工序都根據(jù)自身的特點,制定自己的批量,按自己覺得合理的節(jié)拍生產(chǎn),而不是從整個價值流的角度去制定生產(chǎn)計劃。這種情況下,就會堆積庫存,這種"批量和推動"使得連續(xù)流動幾乎無法實現(xiàn)。
精益生產(chǎn)環(huán)境是指流水線生產(chǎn)環(huán)境,其思想概念是通過按產(chǎn)品來優(yōu)化生產(chǎn)過程。由于采取了流水線生產(chǎn),就可以小批量甚至單件流,因此,無中間庫存或緩沖且所有不必要的移動都消滅了。這種產(chǎn)品通過生產(chǎn)過程的流動的方法可以被優(yōu)化。其優(yōu)化的結(jié)果是庫存被消滅了。在生產(chǎn)環(huán)境中典型的高成本因素物料成本可以被減少。
拉式生產(chǎn)主要是按TAKT需求節(jié)拍時間生產(chǎn),盡可能開發(fā)連續(xù)流程,在連續(xù)流程無法向上游擴展時,使用超市控制生產(chǎn);將客戶訂單指下達到一個定拍工序;在定拍工序均衡分配多品種產(chǎn)品的生產(chǎn)時間;調(diào)整最小包裝量,在定拍工序下達一定的工作量來拉動均衡生產(chǎn)。
拉動式制度是把支持拉動式流程的幾種工具結(jié)合起來。看板是拉動式制度中的一種工具。看板分為補充看板,一次性看板和臨時看板。補充看板應用于重復生產(chǎn)環(huán)境。一次看板用于MTO按單生產(chǎn)環(huán)境,臨時看板用于應急情況。看板回路(loop)是指看板類型和拉動路徑,生產(chǎn)看板是在客戶和生產(chǎn)線之間信號,其狀態(tài)為:"空-下達-在制-完成";補貨看板是生產(chǎn)線的線邊庫和倉庫之間的信號;采購看板是倉庫和供應商之間或生產(chǎn)線的線邊庫和供應商之間的信號,其狀態(tài)為:"空-下達-在制-發(fā)運-可用"。看板的需求數(shù)量是每天的需求*(1+補充時間)+安全庫存;看板張數(shù)是看板的需求數(shù)量除以每個看板的數(shù)量。
實現(xiàn)從傳統(tǒng)的批量生產(chǎn)排隊等候到精益的連續(xù)拉動流程的五個階段:
1、前推或預先排定:排定每個作業(yè)步驟的生產(chǎn)量,往前推給下一個生產(chǎn)步驟。
2、超市后拉(看板):上游作業(yè)步驟對下游顧客取走的物品進行補貨。
3、順序后拉(廣播):按照順序從后向前拉動。
4、先進先出順序:明確規(guī)定不連結(jié)的作業(yè)步驟之間的在制品數(shù)量的標準,采取先進先出的順序。
5、持續(xù)的無間斷流程(單件流):各作業(yè)步驟連結(jié)起來,之間沒有存貨。